

Penyelesaian Teknikal untuk Menyelesaikan Kelajuan Penyemperitan Tidak Seimbang bagi Talian Penyemperitan Profil Plastik Empat Rongga
Penyelesaian Teknikal untuk Menyelesaikan Kelajuan Penyemperitan Tidak Seimbang bagi Talian Penyemperitan Profil Plastik Empat Rongga
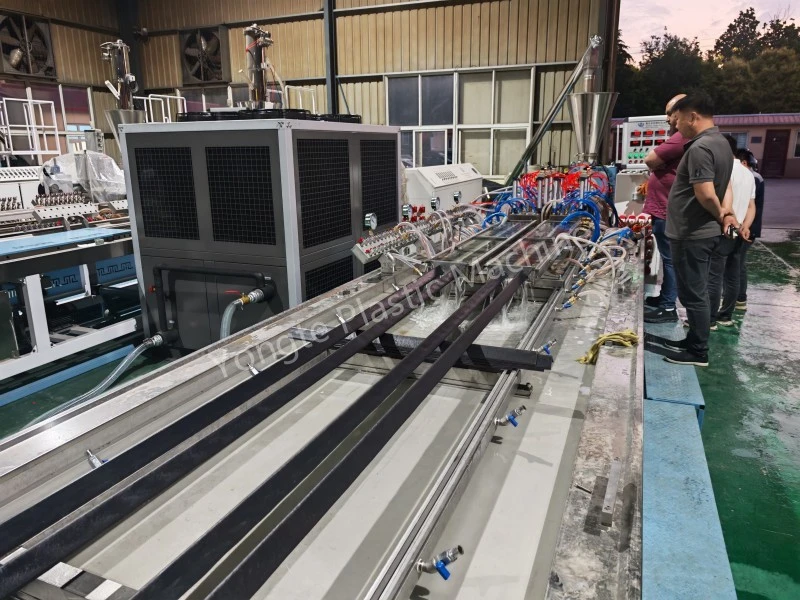
Dalam proses pengeluaran penyemperitan profil plastik empat rongga, kelajuan penyemperitan tidak seimbang antara empat rongga adalah masalah teknikal yang biasa. Isu ini secara langsung akan menyebabkan ketepatan dimensi produk yang tidak konsisten, ketebalan dinding yang tidak sekata, profil yang rosak dan hasil pengeluaran yang berkurangan, dengan serius menyekat kestabilan dan kecekapan pengeluaran besar-besaran. Berdasarkan bahan pengeluaran sebenar dan spesifikasi produk pelanggan, pasukan kejuruteraan Yongte telah membangunkan skim reka bentuk sistem acuan dioptimumkan profesional dan sistem sokongan yang disasarkan untuk menyelesaikan masalah kelajuan operasi yang tidak konsisten bagi profil empat rongga, merealisasikan pengeluaran ketepatan tinggi, stabil dan segerak bagi garisan penyemperitan empat rongga.
1. Latar Belakang Masalah Teknikal
Die penyemperitan empat rongga bersepadu tradisional menggunakan struktur kawalan pemanasan dan aliran yang bersepadu. Dijejaskan oleh faktor seperti pengagihan aliran cair yang tidak sekata, sisihan suhu kawasan tempatan mati, dan ralat pemasangan pemprosesan, kelajuan penyemperitan empat rongga terdedah kepada ketidakkonsistenan semasa pengeluaran berterusan. Sisihan kelajuan antara rongga akan membawa kepada perbezaan dalam kelajuan pembentukan profil dan pengecutan penyejukan, mengakibatkan kecacatan kualiti kelompok seperti meledingkan, ubah bentuk, saiz luar toleransi dan kerataan permukaan produk siap yang tidak rata, yang tidak dapat memenuhi keperluan pengeluaran standard tinggi profil plastik.
2. Skim Reka Bentuk Dioptimumkan Profesional
Digabungkan dengan ciri-ciri bahan mentah pelanggan, parameter struktur produk dan keadaan pengeluaran di tapak, jurutera Yongte telah melaksanakan reka bentuk tersuai yang disasarkan untuk struktur cetakan, kawalan aliran, pemotongan cengkaman dan sistem penghantar tambahan, dengan penyelesaian teknikal terperinci seperti berikut:
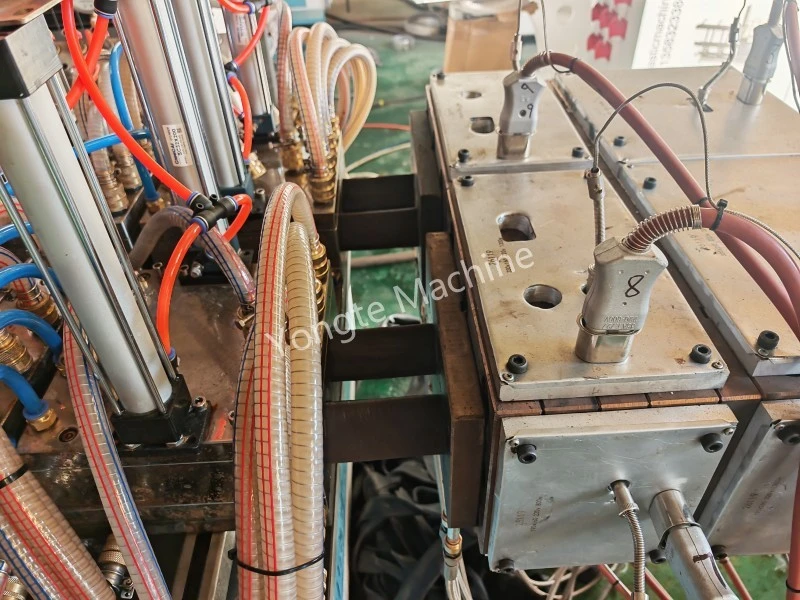
2.1 Struktur Badan Dwi Die dengan Kawalan Suhu Bebas
Badan die empat rongga integral asal dioptimumkan kepada astruktur badan mati dua bebas, dengan setiap badan mati dilengkapi dengan dua rongga penyemperitan. Kedua-dua set badan mati adalah bebas sepenuhnya dalam reka bentuk struktur dan sistem kawalan suhu. Setiap badan mati dikonfigurasikan dengan modul pemanasan bebas dan unit kawalan suhu, yang boleh merealisasikan pelarasan suhu ketepatan berasingan dan kawalan suhu malar. Reka bentuk ini secara berkesan menyelesaikan masalah kecairan cair yang tidak konsisten yang disebabkan oleh sisihan suhu die integral, menstabilkan keadaan lebur plastik setiap rongga daripada sumber, dan menghapuskan punca asas perbezaan kelajuan antara badan die yang berbeza.

2.2 Mekanisme Pelarasan Aliran Bebas untuk Badan Mati Tunggal
Setiap badan mati bebas dilengkapi dengan peranti nat pelarasan aliran khas. Untuk sisihan kelajuan dua rongga di dalam badan mati tunggal yang sama disebabkan oleh perbezaan aliran kecil dan ralat pemasangan, pelarasan halus dalam talian boleh direalisasikan melalui nat pelarasan aliran. Dengan tepat melaraskan aliran suapan cair bagi satu rongga, kelajuan penyemperitan kedua-dua rongga dalam badan die yang sama boleh disimpan sepenuhnya segerak, merealisasikan penentukuran tahap mikro kelajuan rongga dan memastikan keseragaman keluaran penyemperitan dan membentuk kelajuan setiap rongga dalam kumpulan yang sama.
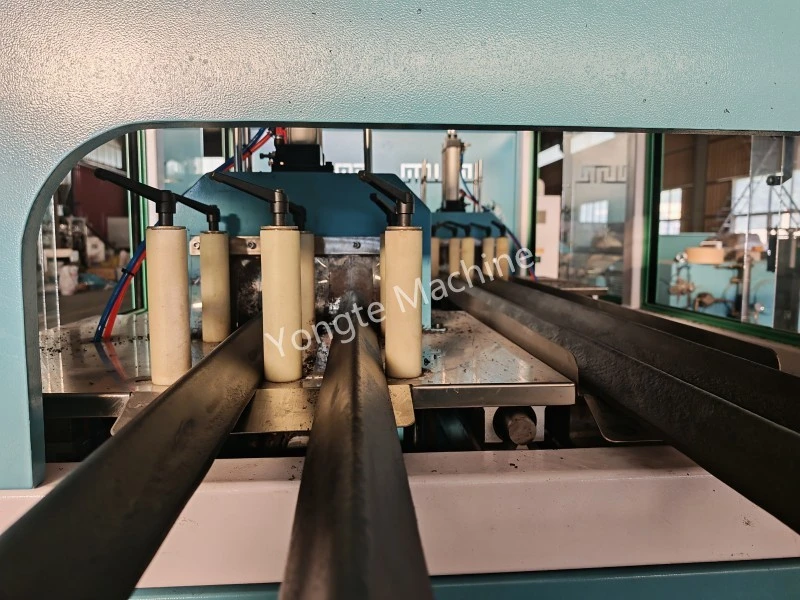
2.3 Sistem Kawalan Kelajuan Daya Tarikan Dwi Bebas
Satu set dwi sistem cengkaman bebas dikonfigurasikan untuk memadankan badan dwi die dan susun atur rongga kumpulan dwi. Berbeza daripada mod cengkaman tunggal tradisional yang memacu empat rongga secara serentak, dua set peralatan cengkaman beroperasi secara bebas dengan program kawalan kelajuan yang berasingan. Sistem ini boleh melaraskan kelajuan cengkaman kedua-dua kumpulan profil dua rongga secara bebas mengikut kelajuan penyemperitan sebenar kedua-dua badan die, merealisasikan padanan dinamik kelajuan penyemperitan dan kelajuan tarikan, mengelakkan regangan profil, pengecutan dan sisihan dimensi yang disebabkan oleh daya tarikan tak segerak, dan seterusnya memastikan konsistensi kelajuan keseluruhan empat rongga.

2.4 Sistem Pemotongan Panjang Tetap Bebas
Selaras dengan struktur penyemperitan dan daya tarikan dwi-kumpulan, dua set sistem pemotongan bebas dilengkapi untuk operasi pemotongan panjang tetap yang berasingan. Setiap sistem pemotongan secara bebas menjejak dan memadankan kelajuan larian dan lejang suapan bagi kumpulan profil yang sepadan. Mod kawalan pemotongan bebas menghapuskan ralat pemotongan dan ketidakkonsistenan panjang yang disebabkan oleh pemotongan bersatu profil dengan sedikit perbezaan kelajuan, memastikan ketepatan pemotongan panjang tetap bagi setiap profil rongga, dan meningkatkan kadar kelayakan produk.
2.5 Memadankan Sistem Penghantaran dan Susun Automatik
Dua set rak penghantar dan susun bebas dikonfigurasikan, yang dipadankan dengan tepat dengan sistem pemotongan dwi. Selepas selesai pemotongan panjang tetap oleh peralatan pemotongan, peralatan penghantar dan susun secara automatik melengkapkan kerja penerimaan, penghantaran dan penyusunan bahan bagi kumpulan profil yang sepadan. Operasi segerak dan bebas sistem penghantar mengelakkan pengumpulan bahan, penyemperitan dan kekeliruan menyampaikan yang disebabkan oleh kelajuan tak segerak profil rongga yang berbeza, memastikan operasi lancar dan berterusan seluruh barisan pengeluaran, dan merealisasikan pengeluaran automatik dan teratur.

3. Kelebihan Teknikal dan Kesan Pengeluaran
Melalui reka bentuk tersuai yang sistematik di atas, masalah kelajuan penyemperitan empat rongga yang tidak konsisten dalam pengeluaran profil plastik diselesaikan sepenuhnya. Kawalan suhu bebas dwi-mati + pelarasan halus aliran kumpulan tunggal + daya tarikan dan sistem pemotongan dwi bebas membentuk penentukuran kelajuan pautan penuh dan sistem kawalan segerak. Skim ini mempunyai kelebihan ketara berikut: pertama, ia merealisasikan kawalan sumber aliran cair dan suhu, dan menghapuskan perbezaan kelajuan awal penyemperitan; kedua, ia merealisasikan pelarasan halus dinamik kelajuan dalam proses pengeluaran untuk memastikan operasi segerak jangka panjang empat rongga; ketiga, sistem bantuan automatik yang sepadan meningkatkan kestabilan pengeluaran dan konsistensi produk siap.
Selepas pengesahan pengeluaran di tapak, reka bentuk yang dioptimumkan ini secara berkesan mengurangkan toleransi dimensi dan membentuk kadar kecacatan profil empat rongga, meningkatkan kestabilan pengeluaran keseluruhan dan kecekapan pengeluaran barisan penyemperitan, dan sesuai untuk pengeluaran piawai jangka panjang dan volum tinggi pelbagai profil plastik.

Berita Berkaitan
- Penghantaran Talian Pengeluaran Profil Plastik 4 Rongga ke Jordan Selepas Pentauliahan Berjaya
- Penyelesaian Profesional untuk Kekuningan, Garisan dan Keretakan Kerapuan Permukaan Pintu Komposit Kayu-Plastik
- Mesin Penyemperitan Profil Plastik Kitar Semula 4 Rongga Mencapai kelajuan tinggi 8meter/minit
- Penyelesaian untuk Masalah Pengeluaran WPC Extruder
- Apakah bahan yang boleh digunakan dalam mesin Yongte WPC?
- Barisan Pengeluaran Kitar Semula Sisa Tekstil Berjaya Diuji
Tinggalkan saya mesej











